The main function of the shielding gas is to protect the melt from the nitrogen and the oxygen in the air during welding, thus promoting beneficial mechanical properties in the weld metal. Additionally, the shielding gas aids in:
- Facilitating a stabilized arc during welding
- Achieving high welding productivity
- Providing an appropriate weld penetration profile
The chemical composition of the shielding gas is dependent on the specific welding situation. In this context, proposals of suitable shielding gas compositions and flow rates are described for the different MAG and TIG processes. The selection and application of the shielding gas for Hardox® and Strenx® steels is the same as for unalloyed and low-alloyed steels in general.
MAG welding
MAG welding is performed with different kinds of consumables including solid wires, flux cored wires and metal cored wires. A typical shielding gas for MAG welding with these types of consumables is a mixture of argon (Ar) and carbon dioxide (CO2). Another alternative is a shielding gas consisting of 100% CO2, which can be an alternative in certain situations for MAG welding with flux cored wires.
The proportions of argon and carbon dioxide in Ar/CO2 mixtures are related to the type of arc that is applied. Some mixtures are optimized for welding with a specific arc. Others can attain favorable results when welding with more than one arc type.
The three principal arc types that are feasible during MAG welding are short arc, spray arc and pulsed arc. Solid wires, flux cored wires and metal cored wires are feasible for these three kinds of arcs.
Arc types for MAG welding
Each arc type is confined to certain intervals of the current and voltage that are applied during the welding operation. A schematic diagram for the emergence of short arc and spray arc is illustrated below.
Improper settings of the current and voltage can result in the formation of a globular arc that is more unstable. It is thereby undesirable in many types of welding performances.

The short arc and spray arc appearance for different levels of current and voltage settings during MAG welding with an Ar/CO2 shielding gas mixture. Welding is typically performed with D.C.
Other welding parameters also influence the emergence of the arc types, including the chemical composition of the shielding gas, the diameter of the consumable and the stick-out length of the wire from the contact nozzle.
Short arc MAG welding
Short arc occurs during welding with relatively low heat inputs. This arc allows for versatile welding operations, including:
- Out of position welding, making all types of welding positions conceivable.
- Welding of joints with a wide range of plate thicknesses, including the complete thickness range of the Hardox and Strenx grades.
Some general drawbacks for short arc welding include:
- Relatively low welding productivity.
- The tendency toward an unstable arc. Therefore, special care should be taken in order to achieve suitable welding parameters. A good general measure is to apply a short arc length to promote a stabilized arc performance.
- The increased risk for lack of fusion when welding in heavy plate thicknesses, due to the low heat input.
Droplet transfer at short arc welding
Short arc welding is characterized by a metal transfer from the consumable, where each droplet short- circuits the arc. The droplet transfer has a low frequency of around 50-200 Hz.
Each droplet grows to a comparatively large size during the metal transfer and then short circuits, giving a momentarily high current. The droplet leaves the wire and the arc is struck again. Short arc welding can be identified by its characteristic sparkling sound.

Illustration of short arc welding: a) Drop begins to form. b) Drop advances towards base metal. c) Drop touches weld pool, causing short circuit. d). Circuit is broken; another drop begins to form.
Spray arc MAG welding
Spray arc welding normally has a rather high heat input which leads to higher productivity compared to short arc welding. This arc has a degree of stability that contributes to a very low level of spatter. Spray arc can be performed in the flat position.
Using rutile flux-cored wires gives the advantage of welding in positions other than the flat position.

The main welding positions, related to the position of the welding torch, according to the norm EN ISO 6947.
The high heat input means that the range of suitable single plate thicknesses for this technique is limited to approximately 5 mm and above. The exception is pulsed arc welding, which can weld joints of thinner single plate thicknesses. The sound from spray arc welding can be distinguished from short arc welding by its uniform character.
Droplet transfer at spray arc welding
The metal droplet transfer has a higher frequency compared to short arc welding and the size of each metal droplet is small. In spray arc welding there are no short circuits and the droplet leaves the wire as a small droplet or a spray through the arc, according to the illustration below.
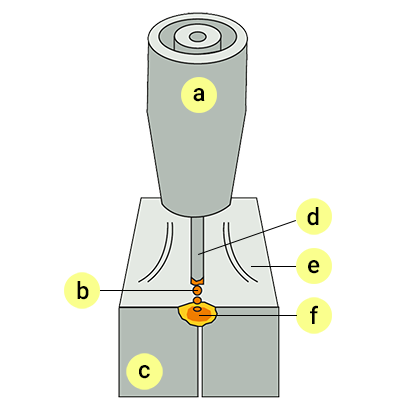
MAG welding with a spray arc: a) Welding gun. b) Droplet. c) Base metal. d) Consumable electrode. e) Shielding gas. f) Weld pool.
Pulsed arc MAG welding
Welding with a pulsed arc technique means that an arc can be attained with relatively low heat inputs. This technique uses pulsed parameters with respect to an interaction between the current and the voltage values.
The main exceptions with pulsed arc compared to a spray arc technique are that:
- Thinner plate thicknesses can be welded using the pulsed arc technique. Even the thinnest plate thicknesses in the Hardox and Strenx range can be welded with the pulsed arc technique.
- The user can choose between different types of pulse types. Each of these kinds is related to optimization of a given situation, such as lowered levels of spatter during welding.
- Pulsed arc welding techniques can either increase or decrease the welding productivity. It depends of the type of pulse that is selected.
- Welding in is feasible in different types of positions
The development of different types of pulse arc techniques is significant. Consequently, the numbers of different pulse arc techniques increases in time.
Droplet transfer at pulse arc welding
The welding condition that is to be optimized determines if the pulse sequence will generate spray or short arc welding.
Each droplet transfer is generated by one or several pulse sequences in a row, see the illustration below.
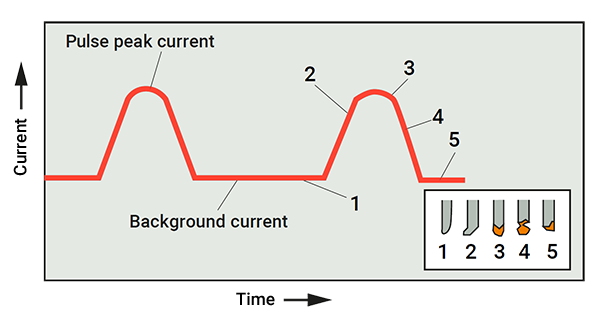
Example of current/time appearance during pulsed arc welding. This sequence illustrates a spray arc droplet transfer that is generated by each pulse.
Other arc types of MAG welding
Because of the continuous developments in MAG welding of high strength steels, there are other, more unconventional, arc types than those mentioned in this chapter. For updated information in this matter, contact SSAB.
Shielding gases for MAG welding
When applying a gas mixture of argon and carbon dioxide in MAG welding, there are advantages as well as drawbacks associated with each chemical component. The objective is to optimize the mixture for each specific welding situation. It is done by drawing on the benefits of both chemicals while minimizing the drawbacks as much as possible.
There are alternatives to the suggested gas mixtures mentioned in this chapter. One alternative is to partly or completely replace CO2 with oxygen. Since these mixtures have a limited usage, they are not mentioned further in this context. Additional information regarding these shielding gas mixtures can be obtained from the gas manufacturers.
Argon
Argon also enhances the formation of the spray arc transfer. However, a 100% argon shielding gas would lead to an unstable arc so the shielding gases need to include another gas component that has the ability to stabilize the arc.
Argon promotes a narrow and intense arc that produces a deep penetration profile in the center of the weld metal, often called the argon finger, see illustration below. It lowers the heat transfer capacity in the melt during welding; contributing to a narrower penetration profile for each weld pass.
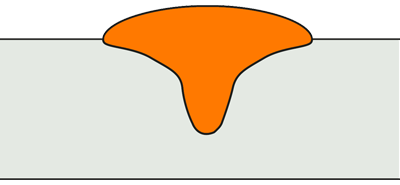
The penetration profile promoted by a shielding gas with high argon content.
The negative effects from a relatively small and narrow penetration profile include an increased risk for lack of fusion in the joint. In addition, it result in a somewhat higher susceptibility towards porosity in the weld metal.
Carbon dioxide (CO₂)
The CO2 also contributes to a higher capacity of heat transfer to the liquefied melt, which influences the geometry of the weld metal. It helps to give the weld metal a relatively large and round shape which is illustrated in the illustration below. The shape and size of the weld metal provides further resistance to lack of fusion and porosity in the weld metal.
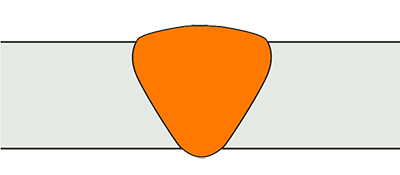
Penetration performance of a shielding gas consisting of only CO2.
CO2 is normally added in relatively small amounts. If the CO2 content in the shielding gas is too high, it will obstruct the formation of spray arc welding. The maximum CO2 content under which spray arc welding is feasible in Ar/CO2 mixtures is approximately £ 25%.
The carbon dioxide in the Ar/CO2 shielding gas mixtures stabilizes the arc.
Selection of shielding gas for MAG welding
Due to the influence of the shielding gas, the final welding performance is a combination of the properties from each individual gas component. An increased fraction of a gas component leads to a greater influence of the characteristics for that specific gas.
The typical penetration profiles for different gas mixtures are illustrated below in the illustration below for the welding of fillet joints.

Schematic penetration profiles when varying the composition of the shielding gas during MAG welding: a) Ar+ and 2% CO2. b) Ar+ and 5% CO2. c) Ar+ and 10% CO2. d) Ar+ and 20% CO2. e) 100% CO2.
Shielding gas for TIG welding
The shielding gas mixture for TIG welding is easier to decide since there are fewer options compared to MAG welding. During TIG welding, a gas should be used to:
- Protect the weld pool from the oxygen and nitrogen in the surrounding air
- The immediate adjacent parent metal to the weld pool
- Protect the tungsten electrode from oxidation
- Allow for a stable arc to be established
In general, SSAB proposes a shielding gas composition of pure argon for TIG welding which fulfills these requirements.
MAG and TIG Welding of Hardox® and Strenx®
The shielding gases proposed in the table below for MAG and TIG welding of Hardox® and Strenx® are well balanced in order to support a high-quality welding performance. If Hardox® and Strenx® grades are welded to other types of steel the same gas types may be applied.
| Welding method |
Arc type |
Position | Shielding gas [weight %] |
| MAG, solid wire | Short arc | All positions | 18-25% CO2, rest Ar |
| MAG, cored wire | Short arc | All positions | 18-25% CO2, rest Ar |
| MAG, solid wire | Spray arc | Horizontal (PA, PB, PC) | 15-20% CO2, rest Ar |
| MAG, MCAW | Spray arc | All positions | 15-20% CO2, rest Ar |
| MAG, MCAW | Spray arc | Horizontal (PA, PB, PC) | 15-20% CO2, rest Ar |
| Robotic and automatic MAG | Spray arc | Horizontal (PA, PB, PC) | 8-18% CO2, rest Ar |
| TIG | Spray arc | All positions | 100% Ar |
Suggestions of different gas mixtures for welding the Hardox® and Strenx® grades.
Note that shielding gases other can also be used. The consumable manufacturer can also specify a certain shielding gas composition for a specific consumable. In such a case, the recommendations for the consumable should be applied.
Gas flow
Gas flow can be optimized in order to get a well-balanced welding performance. Too little gas flow results in inadequate protection of the melt. Excessive gas flow can become turbulent thus deteriorating the gas protection.
The gas flow for all welding methods based on shielding gases, as a rule of thumb, can be set by using the same number of the gas flow measured in l/min as the inner diameter of the nozzle measured in mm.
The information in this report is only applicable to SSAB’s products and should not be applied to any other products than original SSAB products.
This report provides general results and recommendations for SSAB steel products. This report is subject to SSAB’s Terms of Use. It shall be the user's responsibility to verify that the information contained herein is correct and is suitable to be used for the particular purpose and application of the user. The report is intended to be used by professional users only who possess adequate expertise, qualification and knowledge for the safe and correct use of the results and recommendations in this report. This report is provided “as is”. The use of the report is at user’s own discretion and risk and that users will be solely responsible for any use of this report. SSAB disclaims any liability for the content or potential errors of this report, including but not limited to warranties and condition of merchantability or fitness for a particular purpose or suitability for individual applications. SSAB shall not be liable for any kind of direct or indirect damages and/or costs related to or arising therefrom, whether special, incidental, consequential or directly or indirectly related to the use of, or the inability to use, the report or the content, information or results included therein.