General Product Description
SSAB Weathering 460ML steel grade is thermomechanically rolled structural steel offering a good weather resistance. This steel has excellent usability properties. Its surface quality, dimensional accuracy and the consistency of its properties are among the best on the market. Thanks to its good properties, these steels promote environmentally sound construction and sustainable development.
SSAB Weathering 460ML brings clear performance benefits for heavy steel structures like bridges. Thanks to the excellent resistance to atmospheric corrosion, there is no need for the additional coatings, such as painting of steel structures. Therefore, a significant cost advantage can be achieved in applications, where a dark brown patina is desired on the steel surface. However, the steel surface can be shot blasted and painted, using the same methods as when painting ordinary steel grades. As a result of the special alloying of the steel, the lifespan of the painting is about double that of an ordinary steel grade painted.
The anti-corrosion properties of SSAB Weathering 460ML are much better than those of the ordinary structural steels which are commonly used in many outdoor applications. The enhanced weather resistance is based on the oxide layer, i.e. patina. The elegantly brown patinated surface is architecturally distinguished. Patina starts to be yellowish first and when the time goes on the color will turn to darker brown.
SSAB Weathering 460ML meets or exceeds the requirements of S460J5W+M in EN 10025-5. Dual certification and CE marking are available upon request.
Dimension Range
SSAB Weathering 460ML is available in thickness 8.0 - 65.0 mm.
Mechanical Properties
(mmin)
(mmin)
(min MPa)
(MPa)
(min %)
(mmin)
(mmin)
(min MPa)
(MPa)
(min %)
(mmin)
(mmin)
(min MPa)
(MPa)
(min %)
(mmin)
(mmin)
(min MPa)
(MPa)
(min %)
The tensile test is made transverse to the rolling direction in compliance with EN 10025-1 and EN 10025-5.
Certificates:SSAB Weathering 460ML provides two different certificates:
EN 10204-3.1 to SSAB Weathering 460ML and S460J5W+M.
Impact Properties
Charpy V 10x10 mm test specimens
Chemical Composition (heat analysis)
(max %)
(max %)
(max %)
(max %)
(max %)
(max %)
(max %)
(max %)
(max %)
Carbon Equivalent

Tolerances
Thickness ¾ from EN 10029 Class A. Width and length according to EN 10029.
Flatness 6 mm/m.
Surface according to EN 10163-2 Class A subclass 3.
Delivery Conditions
Thermomechanically rolled (M).
Possible to order as shot blasted & primed.
Fabrication and Other Recommendations
Welding:
The weldability of SSAB Weathering ML steel is excellent. Thermomechanically processed steels have good resistance to hydrogen cracking and reduced need for preheating. All conventional welding methods can be used. If the welded structure shall be made according to the standard EN 1090-2 rules, the selection of acceptable welding consumables shall follow the standard EN 1090-2.
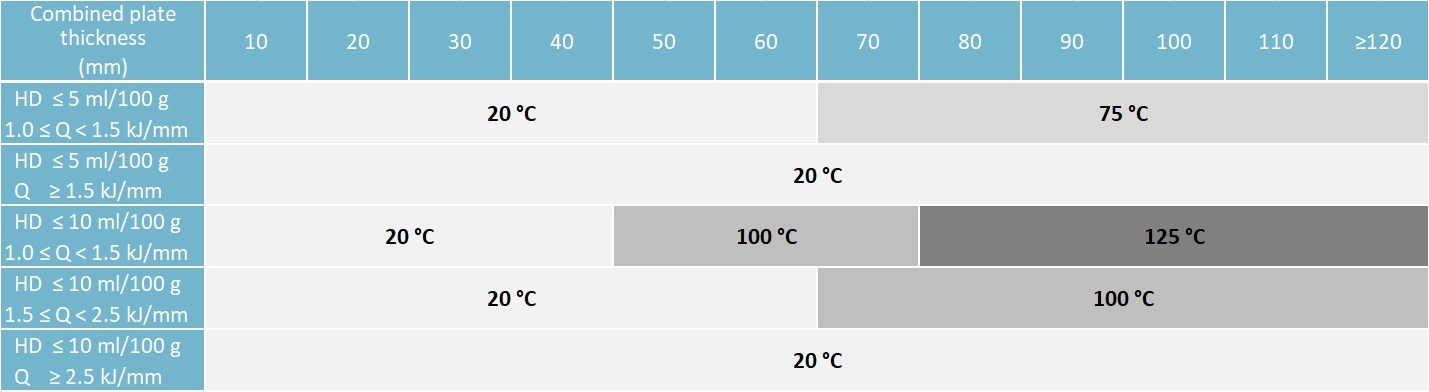
The recommended preheating temperature depends on the CEV carbon equivalent of the base material and the welding consumables, applied heat input (Q), hydrogen content of the welding consumables (HD) and the combined thickness of the welded joint configuration (mm) according to the standard EN 1011-2 (method A).
Choosing low hydrogen content welding consumables (HD ≤ 5 ml / 100 g) will minimize the risk of hydrogen cracking and reduce the need for preheating. SSAB Weathering ML steels have relatively low CEV values. According to the standard EN 1011-2 method A, in most cases, preheating is not required when low hydrogen content welding consumables are used and the welding heat input Q ≥ 1,5 kJ/mm.
When welding is performed with the high hydrogen content welding consumables (5 ≤ HD ≤ 10 ml / 100g) and with the heat input Q < 2,5 kJ/mm, the preheating is recommended. In most cases, the preheating is not required even with high hydrogen content welding consumables if the welding heat input Q ≥ 2,5 kJ/mm.
However with very thick plates (single plate thickness ≥ 40 mm), it is always helpful to use minimum preheating +100…125°C because of the high stresses that can be encountered in such structures. Preheating is also recommended when using very low heat input Q < 1,0 kJ/mm (e.g. root pass of the weld or tack welds). For low heat inputs < 1.0 kJ/mm preheating shall be determined according to the standard EN 1011-2, method A.
Preheating recommendations for SSAB Weathering 420ML and 460 ML. HD= diffusible hydrogen content of welding consumable (ml/100 g) and Q = welding heat input (kJ/mm). For low heat inputs < 1.0 kJ/mm preheating shall be determined according to the standard EN 1011-2, method A. With very thick plates (single plate thickness ≥ 40 mm) it is however always helpful to use preheating +100…125°C.
Forming up to 20 mm:
Minimum inner bending radius 2 x t can be used in both longitudinal and transverse direction in 90 degree three-point bending. Minimum die-width is recommended to be at least 10 x t. Close attention should be paid on the cut edges in the bend area and all excessive cracks or burrs should be removed. It is also important to be sure that the plate surface is defect free (no scratches) on the deformation area before bending.
Surface:
In order to achieve even good looking patina layer scale removal is recommended. That can be done either with pickling or shot blasting.
For information concerning fabrication, see SSAB´s brochures on www.ssab.com or consult Tech Support.
Appropriate health and safety precautions must be taken when bending, welding, cutting, grinding or otherwise working on the products.